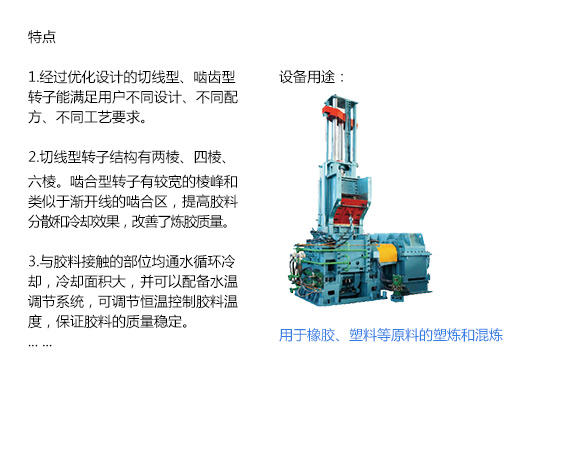
X(S)M 系列密闭式炼橡胶(塑料)机
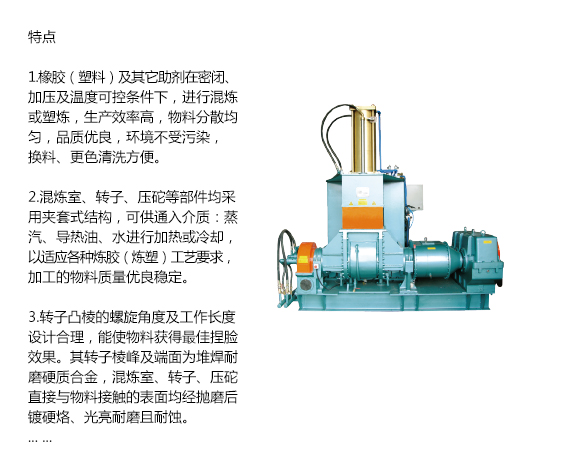
X(S)N 橡胶塑料加压式捏炼机
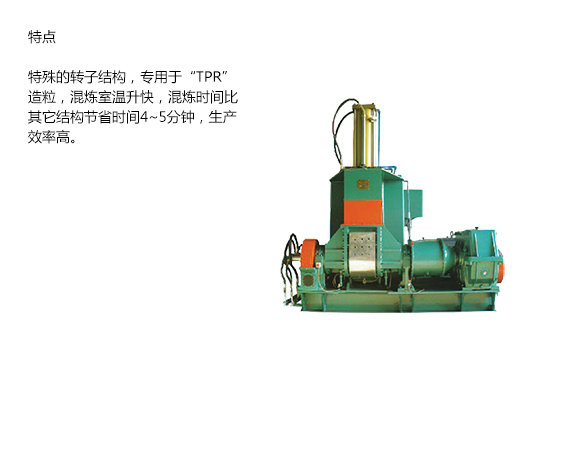
TPR 捏炼机/EVA 捏炼机
SNF 发泡塑料加压式捏炼机
液压上顶栓捏炼机
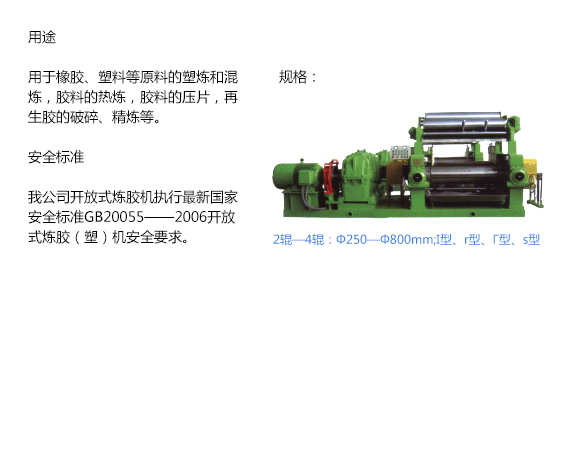
X(S)K 系列开放式炼胶(塑)机
上辅机系统
XY 系列橡胶(塑料)压延机
冷喂料挤出机
XJY 双锥螺杆挤出压片机
提升机/切胶机
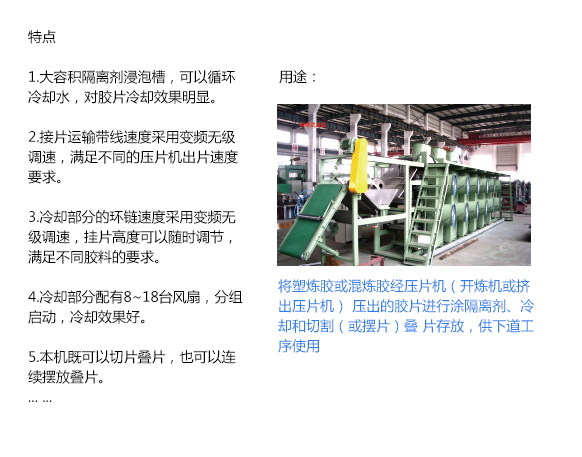
胶片冷却机
生产线